- Email: sales@flait-aluminum.com
- Tel: 0086-13203837398

Inicio > Noticias & Blog > Blog > El proceso de anodizado de placas de aluminio
El anodizado de placas de aluminio puede mejorar la resistencia a la corrosión, la dureza de la superficie y la resistencia al desgaste de los productos de aleación de aluminio. Después del tratamiento de coloración, también tiene un mejor efecto decorativo que las placas de aluminio. Comunes en la vida son la placa de aluminio anodizado 1060, la placa de aluminio anodizado 3003, la placa de aluminio anodizado 5052 y la placa de aluminio anodizado 6061. ¿Cuál es entonces el flujo del proceso de anodizado de placas de aluminio? En este artículo, lo exploraremos juntos.
 Limpieza
LimpiezaLimpie el aceite, el polvo y otras impurezas en la superficie de la placa de aluminio para asegurarse de que la superficie esté limpia y garantizar la calidad del efecto anodizado.
DecapadoSumerja la placa de aluminio en una solución ácida para el tratamiento de decapado para eliminar la cascarilla de óxido, el óxido, etc. en la superficie de la placa de aluminio para mejorar el efecto anodizado.
Anodizado◆1. Preparación del tanque de anodizado:
Coloque la placa de aluminio en el tanque de anodizado para asegurarse de que la superficie de la placa de aluminio esté en buen contacto con el electrodo del tanque de tratamiento.
◆2. Preparación del electrolito:
Seleccione un electrolito apropiado, como ácido sulfúrico, sulfato de aluminio, etc., y ajuste la temperatura, la concentración y otros parámetros según sea necesario.
◆3. Reacción electrolítica:
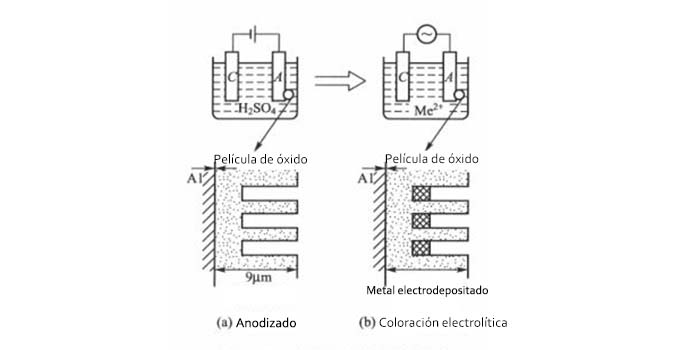
Al aplicar una fuente de alimentación de CC, se lleva a cabo una reacción electrolítica en el tanque de anodizado para formar una película de óxido en la superficie de la placa de aluminio.
◆4. Control del tiempo electrolítico:
El tiempo de anodizado se controla de acuerdo con los requisitos, que generalmente varían de decenas de minutos a varias horas.
◆5. Control del espesor de la película de óxido:
El espesor de la película de óxido se controla ajustando parámetros como el tiempo electrolítico y la densidad de corriente para satisfacer diferentes necesidades.
Por ejemplo, aumentar el tiempo de anodizado puede aumentar el espesor de la capa de óxido, mientras que acortar el tiempo de oxidación obtendrá una capa de óxido menos profunda.
Además, la selección de una densidad de corriente adecuada puede acelerar la tasa de crecimiento de la película y acortar el tiempo de anodizado dentro de un rango determinado, pero cuando excede un valor determinado, la tasa de formación de la película disminuirá.
ColoraciónLa coloración de la película anodizada se puede dividir en coloración electrolítica y coloración química.
◆Coloración electrolítica:
La placa de aluminio anodizado se somete a una electrólisis secundaria en una solución electrolítica que contiene sales metálicas. Bajo la acción del campo eléctrico, los iones de metales pesados entran en los poros de la película de óxido y se reducen y depositan en el fondo de los poros, de modo que la película de óxido produce tonos bronce, marrón, gris y rojo, cian, azul y otros.
◆Coloración química:
La placa de aluminio después de la anodización entra en la solución de tinte orgánico o inorgánico, y el tinte penetra en los poros de la película de óxido, lo que da como resultado una coloración química o física.
 Sellado
Sellado◆1. Tratamiento de sellado:
Coloque la placa de aluminio anodizado o coloreado en el líquido de sellado para sellar los microporos en la capa anodizada para mejorar la resistencia a la corrosión y el rendimiento de sellado de la placa de aluminio.
◆2. Limpieza y secado:
Lave la placa de aluminio sellada con agua limpia para eliminar el agente de sellado o tinte residual y asegúrese de que la superficie esté seca.
Fuente original:https://www.flait-aluminio.com/BobinaHoja-de-Aluminio-Anodizado.html
 Español
Español English
English